服务热线:13295415882产品到哪里,服务到哪里 !

 产品分类
产品分类
products category
 更新时间:2025-12-25
更新时间:2025-12-25  浏览次数:224
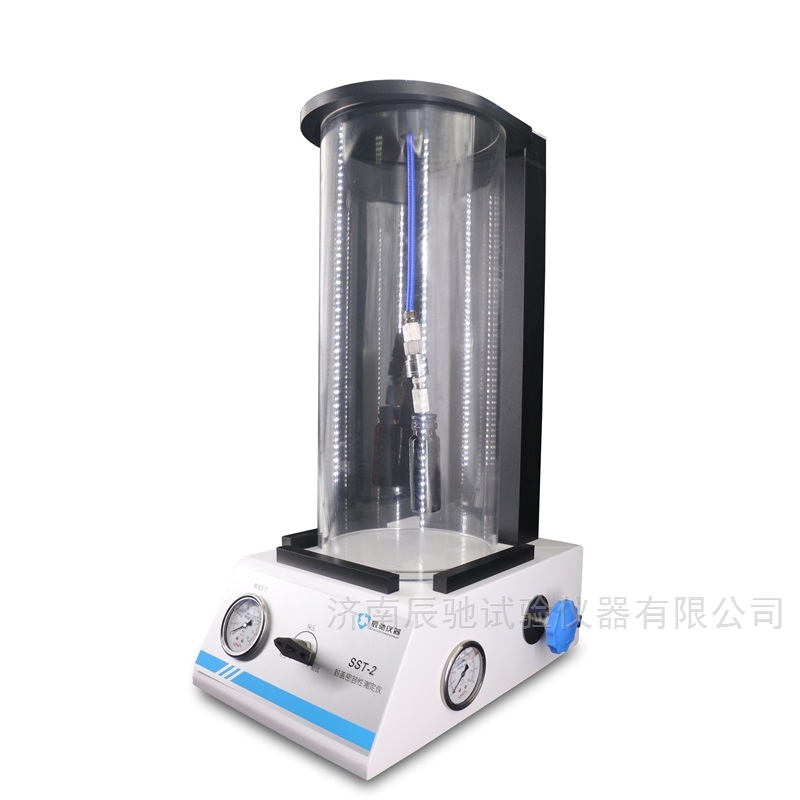
浏览次数:224答: 气密泄漏检测是通过向塑料瓶内充入一定压力气体(通常是压缩空气),然后监测压力变化或使用传感器检测气体泄漏,以判断瓶子是否存在微孔、裂缝或密封不良等缺陷的检测方法。
答: 主要是为了:
确保包装完整性,防止内容物泄漏或污染
保持产品新鲜度和保质期(特别是食品、饮料、药品)
避免因泄漏导致的变质、氧化或微生物入侵
符合行业质量标准和法规要求
答:
压力衰减法:向瓶内充气,监测压力下降速度
真空衰减法:将瓶子置于真空室,检测压力回升
气泡测试法:浸入水中观察气泡(适合实验室)
质量流量法:直接测量泄漏气体流量
氦质谱检漏法:高精度检测,成本较高
答:
瓶身缺陷:微裂纹、壁厚不均、注塑缺陷
瓶口问题:螺纹损伤、平面不平、尺寸偏差
盖密封不良:垫片缺陷、拧紧力不足、盖变形
焊接/粘接部位缺陷(如多层复合瓶)
答: 通常根据产品要求设定:
答:
温度变化:影响气体压力和塑料形变
湿度:可能影响传感器精度
瓶内残留液体:会产生虚假压力信号
检测速度:生产线速度需与检测时间匹配
答:
校准设备:定期用标准漏孔校准
稳定环境:控制检测区域的温湿度
优化参数:根据瓶型调整压力、时间阈值
清洁保养:确保密封元件和传感器清洁
多方法验证:对可疑瓶进行二次复检
答: 通常采用100%全检,但可根据实际情况:
新模具或新材料批生产时提高抽检频率
稳定生产后可设定定期抽检(如每小时抽检20-30个)
出现异常时立即恢复100%检测
答:
每日检查密封圈和夹具磨损
定期清洁气路过滤器
校准压力传感器和流量计
检查电气连接和机械部件
记录维护日志和检测数据
答:
智能化:AI算法减少误判,自适应学习不同瓶型
高速高精度:适应更高生产线速度
无损检测:更精细的传感器技术
集成化:与生产线其他检测系统(视觉、重量)联动
数据追溯:检测数据与生产批次绑定
 您的位置:
您的位置:


 在线咨询
在线咨询 返回顶部
返回顶部